

Екструзијата со еден завртка користи еден ротирачки завртка, додека екструзијата со два завртка се потпира на два меѓусебно поврзани завртки за подобрено мешање. Оваа разлика влијае на квалитетот на производот и контролата на процесот. За едноставно производство со голем обем,Еднопластично цевче со заврткаодговара на повеќето потреби.Буриња за екструдер со двоен заврткаиДвојни завртки за екструдери за пластикасе истакнуваат во комплексно мешање.
Објаснување на екструзија со еден завртка
Како функционира екструзијата со еден завртка
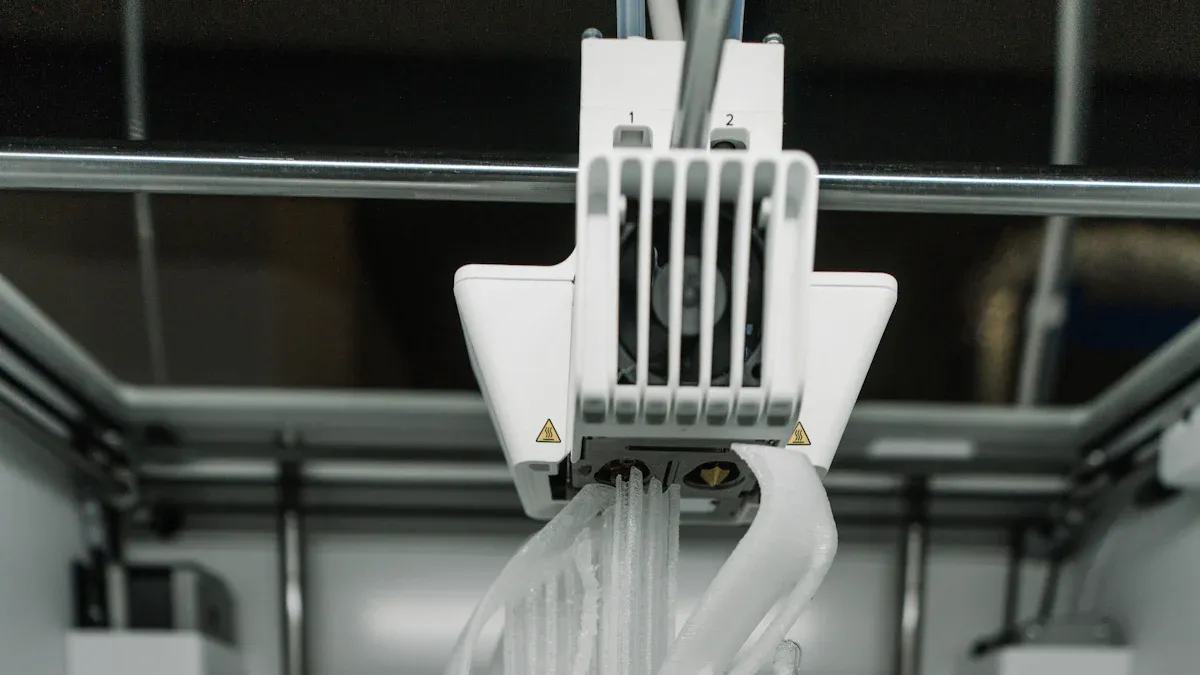
Екструзијата со еден завртка користи еден ротирачки завртка во загреана цевка. Завртката го движи суровиот пластичен или гумен материјал напред, каде што триењето и топлината го топат. Растопениот материјал поминува низ калап за да формира континуирана форма. Операторите ги контролираат клучните параметри на процесот, како што се температурата на цевката (обично 160–180 °C), брзината на завртката и температурата на калапот. Брзината на единицата за вшмукување и температурата на резервоарот за вода помагаат во контролата на дијаметарот и ладењето на финалниот производ. Завртката вршитри главни функции: пренесување, топење и мешање. Дизајн на цевкаКарактеристиките како што се цврстото калење и хромирањето го намалуваат триењето и лепењето, обезбедувајќи непречено работење.
Предности на екструзија со еден завртка
Производителите избираатекструзија со еден заврткапоради неговата едноставност и економичност. Дизајнот овозможува лесно ракување и одржување. Пониските почетни инвестиции и оперативни трошоци го прават привлечен за многу бизниси.Енергетска ефикасностсе издвојува, бидејќи системот користи оптимизирано греење и помалку подвижни делови. Операторите можат да постигнат постојан квалитет на производот со прилагодување на температурата, притисокот и брзината на завртката. Системот се справува со широк спектар на суровини, што го прави разновиден за различни производствени потреби.
Совет: Редовното одржување и следењето на енергијата во реално време можат дополнително да ја подобрат ефикасноста и квалитетот на производот.
Ограничувања на екструзија со еден завртка
Екструзијата со еден завртка се соочува со некои предизвици. Протокот може да стане нестабилен при големи брзини на завртките, ограничувајќи ги стапките на производство. Одржувањето на температурата на топење и хомогеноста на производот може да биде тешко, особено со сложени материјали. Процесот може да се соочи со тешкотии со напредно мешање или формулации кои бараат прецизна контрола. Однесувањето и проточноста на доводот, исто така, во голема мера зависат од дизајнот на завртките и геометријата на отворот за довод.
Типични примени на екструзија со еден завртка
Екструзијата со еден завртка наоѓа примена во многу индустрии. Пакувањето е водечко на пазарот, со околу 60% удел, произведувајќи филмови и листови од полимери како PE, PP и PVC. Градежниот сектор го користи за цевки и профили, додека производителите на автомобили се потпираат на него за внатрешни и надворешни делови. Медицинската, потрошувачката стока и електронската индустрија исто така имаат корист од оваа технологија.
| Тип на модел | Дијаметар на завртката (мм) | Сооднос L:D | Моќност на моторот (kW) | Излезен капацитет (кг/час) | Белешки за ефикасноста и стандардите |
|---|---|---|---|---|---|
| Високо ефикасна единечна завртка | 60 – 120 | 38:1 | 110 – 315 | 465 – 1300 | 20-30% повисока цена; мотори наизменична струја од Siemens, сертифицирани со CE |
| Нормален стандарден единечен завртка | 60 – 120 | 33:1 | 55 – 315 | 150 – 900 | Компоненти со стандарден квалитет |
Преглед на екструзија со двојни завртки
Како функционира екструзијата со двојни завртки
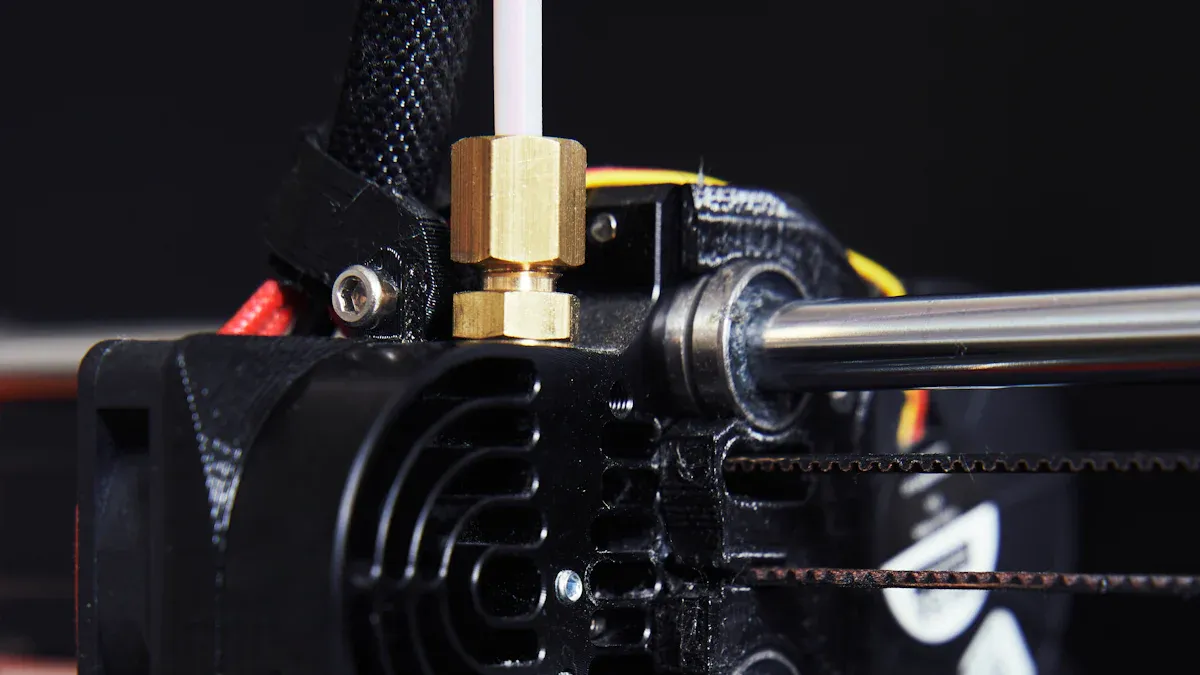
Екструзија со двоен заврткакористи два меѓусебно поврзани завртки што ротираат во загреано буре. Операторите внесуваат суровини како пелети или прав во бункерот. Завртките го движат материјалот напред, компресирајќи го и месејќи го. Топлината од буре и триењето од завртките го топат материјалот. Специјализираните елементи на завртките го мешаат и хомогенизираат растопениот материјал, обезбедувајќи рамномерна дисперзија на адитивите. Потоа стопениот материјал поминува низ калап за да го формира финалниот производ. Модуларните буриња со зони за греење и ладење овозможуваат прецизна контрола на температурата. Зоните за вентилација го отстрануваат воздухот и испарливите материи, подобрувајќи го квалитетот на производот.
Јаки страни на екструзијата со двоен завртка
Екструзијата со двоен завртка нуди неколку предности:
- Супериорно мешање и хомогенизација поради меѓусебно поврзани завртки.
- Високи сили на смолкнувањеподобрување на мешањето и униформноста на производот.
- Модуларниот дизајн овозможува лесно прилагодување за различни материјали.
- Подобрената контрола на температурата го намалува термичкото разградување.
- Високата пропусност и продуктивност поддржуваат производство на големи размери.
- Флексибилните конфигурации на завртки ја оптимизираат обработката за различни полимери.
- Подобра контрола на процесот со независно прилагодување на брзината на завртката и температурата.
- Подолг век на траење на опремата бидејќи товарот се распределува помеѓу два завртки.
| Технички аспект | Опис |
|---|---|
| Супериорно мешање и хомогенизација | Вметнатите завртки создаваат ефекти на смолкнување и месење за рамномерно мешање. |
| Висок проток и продуктивност | Ко-ротирачките завртки овозможуваат повисоки стапки на производство и ефикасност. |
| Разноврсност | Способни за обработка на разновидни полимери и сложени формулации. |
Слабости на екструзијата со двојни завртки
- Екструдерите со двоен завртка имаат сложена структура и поголема цена.
- Протокот на материјал во екструдерот е тешко да се моделира и предвиди.
- Може да се појават флуктуации на притисокот поради геометријата на завртката.
- Следењето на големината на честичките и стабилноста на процесот претставува предизвик.
- Зголемувањето од лабораторија до производство бара внимателно прилагодување.
Чести употреби за екструзија со двојни завртки
Екструдерите со двојни завртки играат клучна улога во многу индустрии. Производителите ги користат за мешање пластика, преработка на рециклирани материјали и производство на биопластика. Прехранбената индустрија се потпира на нив за грицки, житарки и храна за домашни миленици. Фармацевтските компании користат екструдирање со двојни завртки за производство на цврсти дозирани форми. Хемискиот и гумениот сектор, исто така, имаат корист од нивното прецизно мешање и контрола. Пазарот за екструдери со двојни завртки продолжува да расте, поттикнат од побарувачката во Азиско-пацифичкиот регион, Европа и Северна Америка.
Екструзија со еден завртка наспроти екструзија со двоен завртка: Клучни споредби

Разлики во дизајнот и механизмот
Екструзија со еден заврткакористи еден ротирачки шраф со едноставен спирален модел. Овој дизајн го турка материјалот напред низ цевката. Спротивно на тоа, екструдерите со двоен шраф имаат два испреплетени шрафа. Овие шрафови можат да ротираат во иста или спротивна насока и често вклучуваат блокови за месење за подобро мешање. Табелата подолу ги истакнува главните технички разлики:
| Аспект | Екструдер со еден завртка | Екструдер со двоен завртка |
|---|---|---|
| Дизајн на завртки | Едноставен ротирачки шраф со едноставен спирален модел што го турка материјалот напред. | Два меѓусебно поврзани завртки, веројатно ко- или спротивно-ротирачки, со сложени геометрии, вклучувајќи блокови за месење. |
| Можност за мешање | Погодно за хомогени материјали и едноставно мешање. | Супериорно мешање поради меѓусебно поврзани завртки, што овозможува подобра дисперзија на адитиви и полнила. |
| Проток и излез | Генерално пониски пропусност и излезни стапки. | Повисок пропусен опсег и излез, погоден за производство на големи размери. |
| Контрола на температурата | Основна контрола на температурата, брзината на завртката и притисокот во цевката. | Подобрена регулација на температурата со внатрешни зони за греење/ладење по должината на цевката. |
| Ракување со материјали | Ефикасно за термопластики, еластомери и рециклирана пластика со постојан квалитет на производот. | Посоодветно за високовискозни, термочувствителни и сложени формулации кои бараат прецизна контрола. |
| Флексибилност на процесот | Помалку флексибилно, поедноставно работење и одржување. | Поголема флексибилност поради модуларен дизајн на завртки и прилагодливи параметри. |
| Способност за дегасирање | Ограничени можности за дегасирање и девалитизација. | Ефикасно дегасирање и деватилизација, важно за контрола на квалитетот. |
| Примери за примена | Пластични фолии, цевки, мешање, премачкување со жици, екструдирање на лимови, преработка на храна. | Составување на полимери, преработка на храна, фармацевтски производи и преработка на сложени материјали. |
Истражувачи како Шен и сор. и Састрохартоно и сор. покажаа дека екструдерите со двојни завртки нудат понапредни дизајнерски карактеристики, како што се подобар смолкувачки флукс и енергетска ефикасност, особено за сложени материјали.
Можности за мешање и обработка
Можностите за мешање и обработка ги разликуваат овие две технологии. Екструдерите со еден завртка добро функционираат за едноставни, хомогени материјали. Може да се справи со основни задачи за мешање, но се соочуваат со тешкотии со напредно мешање или формулации што бараат прецизна контрола. Екструдерите со двојни завртки се одлични во мешањето. Нивните завртки за меѓусебно поврзување создаваат силни ефекти на смолкнување и месење. Ова дејство обезбедува рамномерна дисперзија на адитиви и полнила, што е клучно за висококвалитетни производи. Операторите можат да ги прилагодат елементите на завртките и зоните на бурињата за да го фино подесат процесот за различни материјали. Како резултат на тоа, системите со двојни завртки поддржуваат сложени рецепти и тешки барања за производство.
Забелешка: За производителите кои треба да мешаат повеќе полимери или да додаваат полнила, екструдерите со двојни завртки обезбедуваат јасна предност во перформансите на мешање.
Проток и ефикасност
Проточноста и ефикасноста играат главна улога при изборот помеѓу овие системи. Екструдерите со еден завртка обично нудат помал проточност, што го прави погоден за помали производствени цели. Работи со помали брзини на обработка и дава конзистентни резултати за стандардни производи. Екструдерите со двоен завртка, од друга страна, постигнуваат поголем проточност и побрзи брзини на обработка. Тие поддржуваат барања за голем капацитет и го одржуваат квалитетот на производот дури и со комплексна гранулација. Табелата подолу ги споредува клучните метрики:
| Метрика | Екструдер со еден завртка | Екструдер со двоен завртка |
|---|---|---|
| Проток | Помал пропусен опсег, погоден за ниски производствени цели | Повисок пропусен опсег, погоден за барања за голем капацитет |
| Брзина на обработка | Помали брзини на обработка | Побрзи брзини на обработка |
| Квалитет на производот | Ограничен интензитет на мешање, помалку комплексна гранулација | Подобрено мешање, поддржува комплексна гранулација |
| Оперативни трошоци | Пониски оперативни трошоци поради едноставност и енергетска ефикасност | Повисоки оперативни трошоци поради сложеност и одржување |
| Флексибилност | Помалку флексибилно, поедноставно работење | Поголема флексибилност, може да се справи со сложени формулации |
| Продукциски стапки | Генерално пониски стапки на излез | Повисоки стапки на излез |
Екструдерите со двоен завртка често ги оправдуваат своите повисоки оперативни трошоци со зголемена продуктивност и способност за ракување со посложени материјали.
Флексибилност и разноврсност
Флексибилноста и разновидноста се од суштинско значење за модерното производство. Екструдерите со еден завртка обезбедуваат сигурни перформанси за стандардни производи и материјали. Сепак, тие нудат ограничена флексибилност при префрлање помеѓу различни формулации или типови производи. Екструдерите со двоен завртка се издвојуваат во оваа област. На саемот K 2016, напредните линии со двоен завртка демонстрираа брзи промени помеѓу материјалите, боите и дебелините. Некои системи ги менуваа форматите за минути, а не за часови. Овие екструдери обработуваа повеќеслојни филмови со до 11 слоеви, ракувајќи со материјали како EVOH, најлон и разни видови полиетилен. Податоците за производство покажаа...45,8% намалување на материјалниот отпади речиси 29% заштеда на енергија по надградбата на флексибилни системи со двојни завртки. Периодот на поврат на инвестицијата е исто така скратен за над 26%. Овие подобрувања ги истакнуваат оперативните предности на екструдерите со двојни завртки во сложени средини со повеќе материјали.
Трошоци и размислувања за одржување
Трошоците и одржувањето влијаат на конечната одлука за многу производители. Системите за екструдирање со еден завртка чинат помалку за купување и работа. Нивниот едноставен дизајн значи помалку делови за одржување и помала потрошувачка на енергија. Рутинското одржување е едноставно, а времето на застој останува минимално. Екструдерите со двоен завртка бараат поголема почетна инвестиција. Нивната комплексна структура и напредни карактеристики водат до зголемени потреби за одржување и поголема потрошувачка на енергија. Сепак, за компаниите што произведуваат производи со висока вредност или сложени производи, придобивките од флексибилноста, пропусноста и квалитетот честопати ги надминуваат дополнителните трошоци. Изборот на вистинскиот систем зависи од балансирањето на овие фактори со производствените цели и буџетот.
Избор на вистинскиот екструдер за вашите потреби
Соодветност на материјалот
Изборот на вистинскиот екструдер започнува со разбирање на компатибилноста на материјалите. Клучни компоненти на машината како што себрзина на завртката, дијаметар и однос должина-дијаметарвлијаат на тоа колку добро екструдерот обработува различни материјали. На пример, повисоките коефициенти L/D помагаат кај сложени материјали на кои им е потребно темелно топење и мешање. Дизајнот на цевката, вклучувајќи ги температурните зони и вентилацијата, поддржува чувствителни или рециклирани материјали. Индустриските упатства препорачуваат усогласување на екструдерот со температурата на обработка, вискозитетот и брзината на проток на материјалот. Екструдерот со еден завртка добро функционира за масовна обработка на термопластика, додека екструдерите со два завртка се справуваат со сложени формулации во прехранбената, фармацевтската и полимерната индустрија.
Производствена скала и излез
Размерот на производство и барањата за производство играат голема улога во изборот на екструдер. Повисоките стапки на производство можат да ја зголемат потрошувачката на енергија и потребите за одржување. Модуларните конфигурации на завртки овозможуваат подобра скалабилност и перформанси. Студиите покажуваат декапропусноста и нивото на полнење влијаат на квалитетот на производот и ефикасноста на мешањеПоголемите екструдери бараат внимателно прилагодување на оперативните параметри за да се одржат конзистентни резултати. Компаниите мора да ги балансираат производствените цели со оперативните трошоци и техничката сложеност.
Буџет и фактори на трошоци
Трошковите што се разгледуваат вклучуваат и почетни и тековни трошоци. Табелата подолу ги прикажува клучните фактори на трошоци:
| Фактор на трошоци | Опис | Влијание врз буџетот |
|---|---|---|
| Првично купување | Варира според големината и видот | Голема почетна инвестиција |
| Сертификација | ISO 9001, CE, итн. | Може да се зголеми куповната цена |
| Одржување | Потребно е редовно сервисирање | Тековни годишни такси |
| Потрошувачка на енергија | Ефикасните модели заштедуваат долгорочни трошоци | Повисока однапред, пониска месечна цена |
| Обука | Потребно за правилно функционирање | 1-3% од куповната цена |
Производителите во Азиско-пацифичкиот регион честопати имаат корист од пониските оперативни трошоци поради регионалните предности.
Препораки засновани на апликација
Когаизбор на систем за екструзија, компаниите треба да го земат предвид обемот на производство, флексибилноста на добавувачот и барањата за квалитет. За основни производи и мали серии, екструдерите со еден завртка нудат едноставност и пониски трошоци. Екструдерите со двоен завртка се погодни за производи со голем обем, сложени или иновативни производи кои бараат напредно мешање и флексибилност. Индустриите како што се автомобилската, прехранбената и фармацевтската индустрија честопати претпочитаат системи со двоен завртка поради нивната разновидност и квалитет на производот. Компаниите што се стремат кон диференцијација на пазарот може да се префрлат на екструдери со двоен завртка за да постигнат уникатни карактеристики на производот.
- Екструдери со двоен заврткакористете два завртки за подобро мешање и стабилен проток на материјалот.
- Тие обработуваат повеќе видови материјали и нудат поголема продуктивност.
- Екструдирањето со еден завртка најдобро функционира за едноставни материјали со низок вискозитет.
- За сложени производи или поголема ефикасност, компаниите треба да изберат екструдери со двојни завртки.
Најчесто поставувани прашања
Која е главната разлика помеѓу екструзија со еден завртка и екструзија со два завртка?
Екструзијата со еден завртка користи еден завртка за основна обработка. Екструзијата со двоен завртка користи два завртки за подобро мешање и ракување со сложени материјали.
Кој екструдер е најдобар за рециклирање пластика?
Екструдерите со двоен завртка поефикасно ракуваат со рециклирана пластика. Тие овозможуваат подобро мешање и контрола, што го подобрува квалитетот на производот.
Како се споредува одржувањето помеѓу двата типа?
Екструдерите со еден завртка бараат помалку одржување.Екструдерите со двојни завртки бараат поголемо вниманиепоради нивниот комплексен дизајн и дополнителните делови.
Време на објавување: 08 јули 2025